
-

その部品、当社にお任せください!当社の「部品調達代行サービス」
部品加工においてお困りではありませんか? ☑ 図面が複数枚あると、最適な外注先に振り分ける作業に時間がかかって大変だ・・・☑ 外注先って得意・不得意で価格が大きく変 […]
-

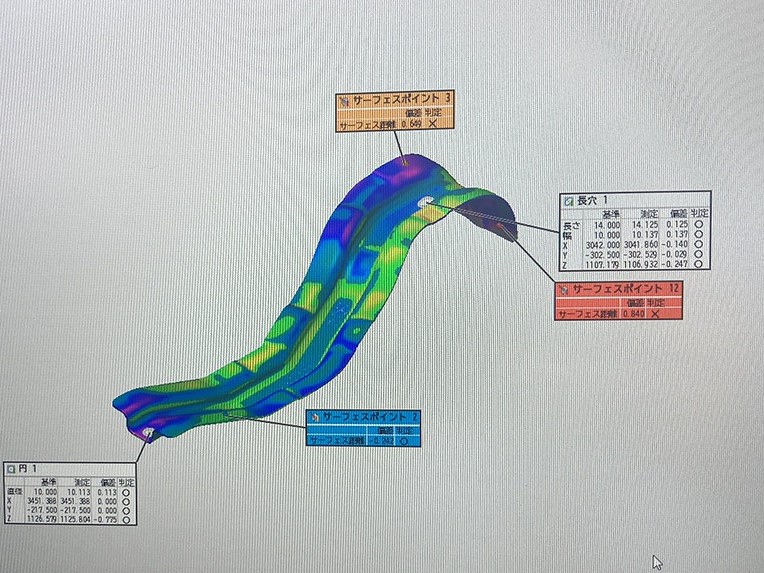
最新のポータブル三次元測定器を導入致しました!
燕三条部品加工センター.comを運営する株式会社新武では、万全の体制で品質管理を行うべく、「ヘキサゴン・メトロジー(株) ポータブル三次元測定アーム Absolute Arm」を導入致しました。本測 […]
-
「部品設計」から「品質検査」まで社内一貫対応いたします
現在の製造業は、国内総生産180兆円規模を誇り、その中でも120兆円規模が部品調達コストによって占められており、少量多品種の部品が占める割合は40兆円と言われています。 (引用:https://f […]
-
3D CADデータをもとにVA/VE提案を致します。
最近、お客様からお問合せを頂く際、「お付き合いしている加工会社では、2D図面でしか製作出来ない・・・」「付近の加工会社では、2D図面での製作しかできない・・・」「3D図面で製作・相談できることを探す […]
-

試作・開発から量産までトータルサポート!両工程の豊富な実績・スキルがあるからこそ、提案できる幅が違います。
自動車部品・家庭用品・弱電・建築などの量産品を製作する際に、一度は検討する金型ですが、金型製作の初期費用の面で敬遠されるお客様も多くいらっしゃいます。 しかし、量産品を1点ずつ製作するとなる […]
-
プレス加工+複合加工による高精度・高品質の部品製作を提供します!
突然ですが、部品製作においてこのようなお悩みありませんか? 「今回の製品は複雑な形状のため、様々な加工を組み合わせないとできないな・・・」「量産を考えているが、試作品に関しては費用を抑 […]
切削加工プレス機複合加工 -
切削加工からプレス加工への工法変換のメリット・デメリットとは?
金属加工において切削加工は、様々な形状を作り出すことができます。そのため、複雑な形状、高品質・高精度な製品を製作する際、一般的には切削加工を用います。しかし、形状が複雑になるにつれ、加工工程・工数を […]
プレス加工切削加工工法変換 -
GO40Fとは?その特徴と事例を紹介!
GO40F(プリハードン鋼)とは? GO40Fとは、プリハードン鋼の中でも代表的な1つです。そもそもプリハードン鋼とは、あらかじめ熱処理が済んだ状態の金属材質のことをいい、JIS規格に […]
GO40F技術コラム -
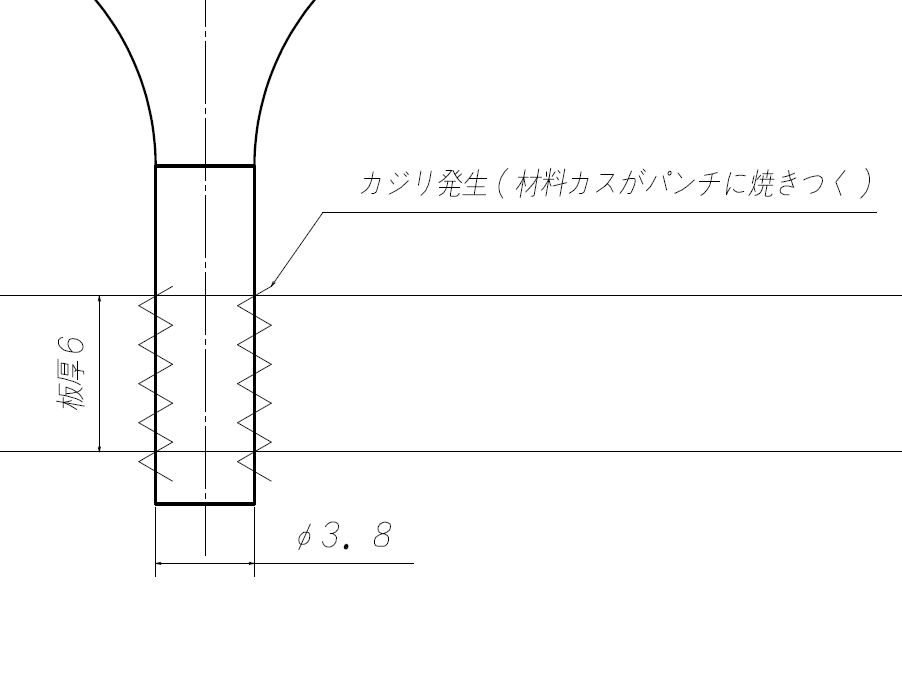
板厚よりも小さい穴径に対するコスト削減事例
プレス-ピアス加工 板厚よりも小径の穴をあけてみました。 プレス金型製作のご依頼で、まれに板厚よりも小さい穴径のある製品があったりします。プレス加工の基本として、板厚以下の穴径での穴あけ(以降 […]
VAVE事例 -

SKD11材の特徴・製品事例を解説
SKD11とは、JIS規格で指定された硬さと耐摩耗性に優れたSKD材(合金工具鋼鋼材)、通称ダイス鋼と呼ばれる種類の一つです。炭素工具鋼内には、クロム(Cr)、タングステン(W)、バナジウム(V)、 […]
燕三条エリアのプレス金型・治工具メーカーが
提供する部品加工専門サイト
提供する部品加工専門サイト
