
-

船舶エンジンの主要部品とメンテナンス:JIS規格に基づく耐食性と寿命管理
船舶の心臓部であるエンジンは、過酷な海洋環境下で長期間の稼働を強いられます。本記事では、造船における主要なエンジン部品の種類と、それらに求められる技術的要件、およびJIS規格に準拠したメンテナンスの […]
-

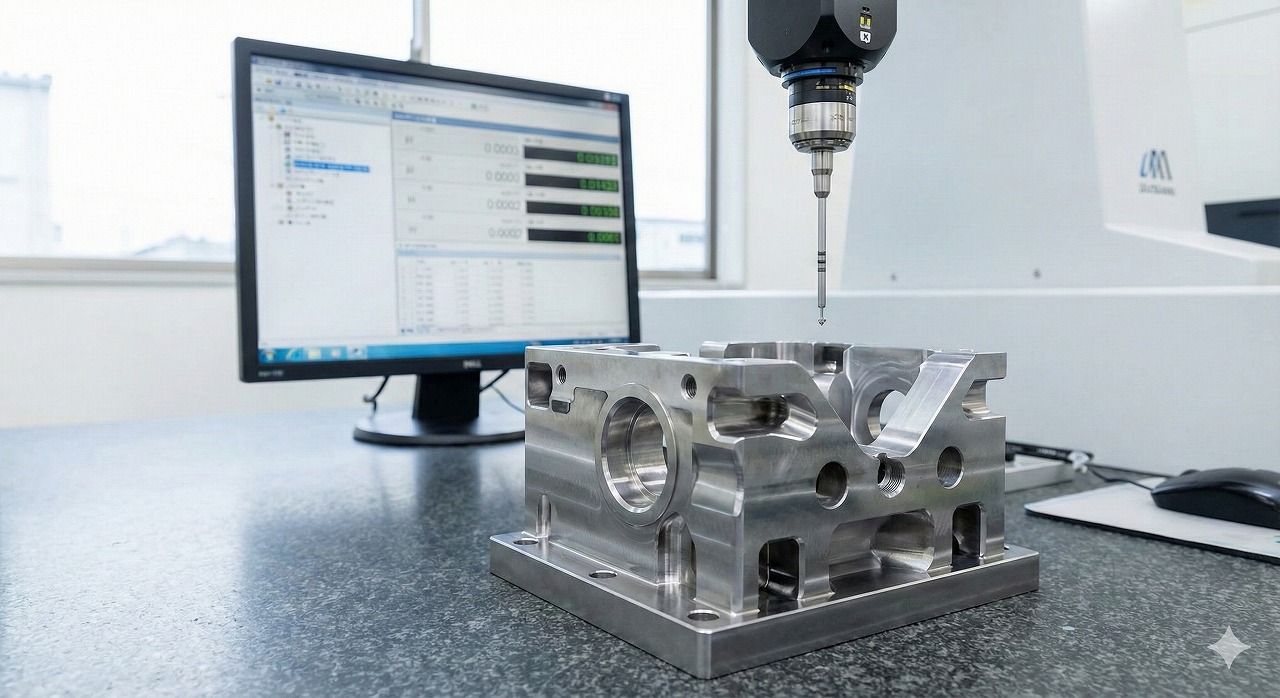
データセンター向け冷却装置部品の製作:高発熱時代を支える精密加工技術と品質基準
生成AIの台頭やDXの加速により、データセンター(DC)のサーバーラックはかつてない高集積化・高発熱化が進んでいます。これに伴い、冷却システムの安定稼働はDC運営における最重要課題の一つとなりました […]
-
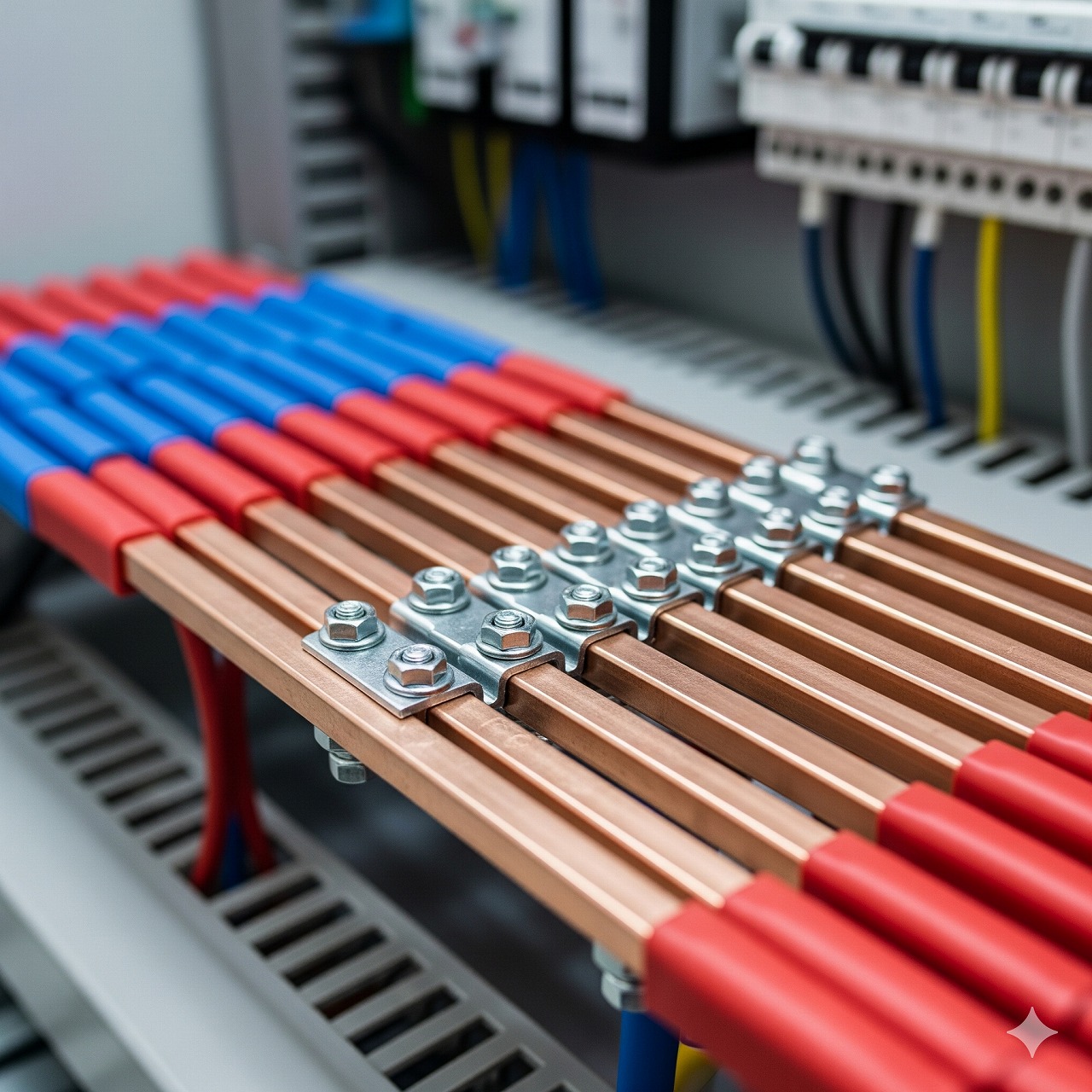
ブスバー(バスバー)とは
製造現場や電力インフラにおいて、大電流を効率よく伝送するために欠かせないのがブスバー(バスバー)です。電線と比較して導体断面積を大きく確保でき、放熱性に優れることから、配電盤や制御盤、EV(電気自動 […]
-

配電盤におけるブスバー(銅帯)において
概要 配電盤の心臓部であるブスバー(銅帯)の基礎知識から、銅とアルミの材質比較、許容電流の考え方、そして現場で発生しやすい発熱トラブルとその対策まで、電気設計者・保守担当者向けに論理的に解説し […]
-

海外部品調達を成功させるためのロードマップ
概要 今日のグローバル化したビジネス環境において、製造業における部品調達は、コスト削減、品質向上、供給安定化の観点から、海外へと目を向けることが不可欠となっています。しかし、言語の壁、商習慣の […]
-

【建築金物】特注製作を成功させる3つの要点|意匠性と施工性を両立する仕様の決め方
建築プロジェクトにおいて、手すり、ブラケット、パネル、見切り材といった「建築金物」は、建物のディテール(詳細)を決定づける重要な要素です。しかし、既製品ではサイズやデザインが合わず、特注(オーダーメ […]
-
【設計者向け】試作部品製作を成功させる3つの鍵|工法選定から量産移行のポイントまで
製品開発のサイクルが年々短期化する中、「試作部品製作」のスピードと品質は、プロジェクトの成否を分ける重要なファクターです。しかし、設計現場からは「試作はうまくいったが量産でトラブルが起きた」「工法の […]
-

【購買担当者必見】失敗しない加工部品サプライヤーの選び方|品質・コスト・納期を両立するパートナーとは
製造業の調達業務において、信頼できる「加工部品サプライヤー」の選定は、製品の品質とプロジェクトの成否を握る最重要タスクの一つです。「図面通りのものが来ない」「納期遅延が常態化している」「コストダウン […]
-

航空機用金型製作の完全ガイド
航空機に使われる金型とは 航空機に使われる金型とは、機体部品やエンジン部品、内装材などを成形・加工するために使用される専用工具です。特に、金属やCFRP(炭素繊維強化プラスチック)といった特殊 […]
-
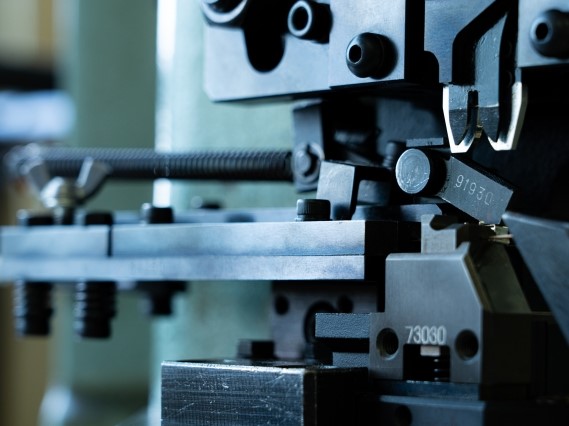
食品機械の金型製作依頼ガイド:発注の流れ・ポイント・成功のコツ
1. 食品機械の金型製作を依頼する際の重要性 食品製造では、高精度かつ衛生的な金型が求められます。成形精度が低いと、製品の形状が均一にならず、不良品率が高まることも。適切な金型メーカーに依頼す […]
燕三条エリアのプレス金型・治工具メーカーが
提供する部品加工専門サイト
提供する部品加工専門サイト
